Three Different Types of Airlocks in Pharmaceuticals
Airlock helps to protect classified area that may occur during the men and material movement.
“Air lock system” in pharmaceutical manufacturing to avid the chance of cross contamination and to separate different process area.
Airlocks are closed room having two or more doors between two different controlled areas having different cleanliness level as class B and Class C, Class C and Class D areas. These airlocks prevent direct air flow between these areas during the entry of material or personnel.
Airlocks are called PAL (Personnel Air Lock) when used for personnel and MAL (Material Air Lock) when used for transferring the material.
In generally, there are three basic airlock design that can be combined or used individually to protect the clean room and/or prevent cross contamination between two adjacent areas of different process operations served by two different HVAC system. These three airlocks are:
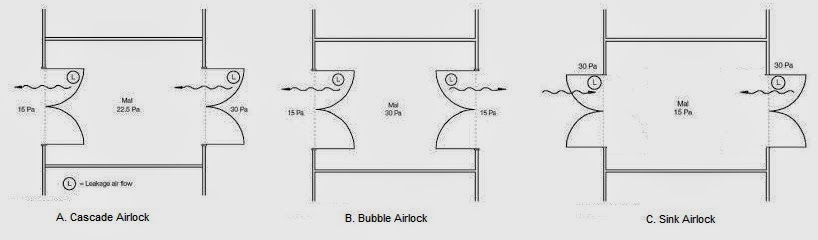
1.0 Cascade Airlock
2.0 Bubble Airlock
3.0 Sink Airlock
1.0 Cascade Airlock: These airlock are very common having higher pressure on one side and lower pressure on another side. In this system positive air pressure flows from the higher pressure internal zone to be airlock and from the airlock to the lesser lower pressure grade area. This prevents to entry dust and contamination from outside to airlock and from airlock to inner side.
Application:
Any manufacturing facilities where the product requires protection from particulate but the people outside the clean-room do not need protection from the product in the clean room.
2.0 Bubble Airlock: These types of airlock having higher pressure inside the airlock and lower pressure both outside. It creates a barrier where contaminants within either area pushed back into their own respective areas.
Application:
Used in, areas where the product needs protection and the people external to the cleanrooms require protection from the product, to reduce the possibility of viable articulate from entering the lesser pressure clean-room. Area such as higher potency, compounding areas terminal sterilization is not an option.
3.0 Sink Airlock: Airlocks having lower pressure inside the airlock and higher pressure on both sides of the airlock. This airlock pulls air from both adjacent areas creating a low pressure barrier and reduces the opportunity of contaminations passing to the internal zone.
Application:
In many research facilities, substance that are experimented on are highly dangerous, and it is essential to keep them from being exposed. During a few type of production process in a clean-room, air from a contaminated area has to be contained one place.
A proper URS and subject matter expertise is the need of the hour to design, qualify and operate such clean room facilities with good airlocks, In one way we would call Air Locks are ventricles of heart. If they fail the whole system collapses.
Important consideration
FDA Guidance for industry states:
“Air change rate is another important clean room design parameter. For Class 100,000 ( ISO 8 ) supporting rooms, airflow sufficient to achieve at least 20 air changes per hour is typically acceptable.” Design requires hard numbers, so there is temptation for the design team to use this statement as a final Quality position—that 20 air changes is acceptable in a Grade C area.”
Adjacent rooms of different grades should have a pressure differential of 10-15 pascals (guidance values) and 12.5 Pa between a classified and non-classified room.
Doors of the airlocks should be open to higher pressure side which help to close the door.
Interlocking system should be provided to prevent the opening of both doors at a time.
An alarm should be provided to indicate that one door is opened. It helps to prevent the entry of contamination through the airlocks.
Higher air changes per hour rate should be maintained in the airlock, it should be minimum 20 air changes per hour. It helps to remove the contaminants entered from the outside easily.
Airlocks should be kept empty, material such as garments, shoes covers etc. should not kept in the airlocks. I have observed it many times in pharmaceuticals keeping these articles in airlocks.
In Pharmaceutical, Bio-Pharmaceutical and sterile manufacturing, the clean room environment is the major prerequisite for all manufacturing activity: without a proper movement mechanism & background environment, no medicine can be produced for patient consumption.
The intentions and purpose are the reality of stable, reliant, and compliant operation within a tightly controlled and monitored environment. Tight User Requirements or Design Philosophies must be written or inked down before building Airlocks in clean rooms. The challenge for any Quality unit is to define URS based on regulatory considerations when the facility exports a product in different regulatory areas.








{kind=link}